Типы цилиндричиских втулок для буровых насосов.
 Цилиндровая втулка для буровых насосов (хромирование)
Цилиндровая втулка для буровых насосов (хромирование)
Особенности:
• Используя специальную технологию внутреннее отверстие покрывается слоем твердого хрома толщиной 2 мм, благодаря которому твердость поверхности достигает 58-62HRC.
• Рабочая внутренняя поверхность втулок имеет упрочненный слой глубиной не менее 2 мм с твердостью 60...64 HRC и зеркальной поверхности 0,8. Материал ст70 Г0СТ 14959-79.
• Втулка изготавливается из штампованных заготовок, что обеспечивает высокую плотность металла на
внутреннем диаметре и в сочетании с термообработкой ТВЧ и шлифовкой – обеспечивает безотказную наработку втулок более 300 часов.
Биметаллическая цилиндровая втулка бурового насоса (вкладыш)
 Особенности:
Особенности:
• износоустойчивость внутренней поверхности втулки;
• твердость рабочей зоны 62...67 HRC.
• производится методом центробежного литья
Преимущества:
• высокие эксплуатационные свойства ресурс по сравнению с традиционными увеличен в 2-2,5 раза, время наработки от 600 до 800 часов;
• С помощью термической обработки твердость внутренней обшивки достигает 60-67 HRC и имеет высокую износо-коррозионную стойкость.
• использование в буровых насосах различных марок и их модификаций производства российских и зарубежных компаний.
Керамическая цилиндровая втулка бурового насоса (вкладыш)
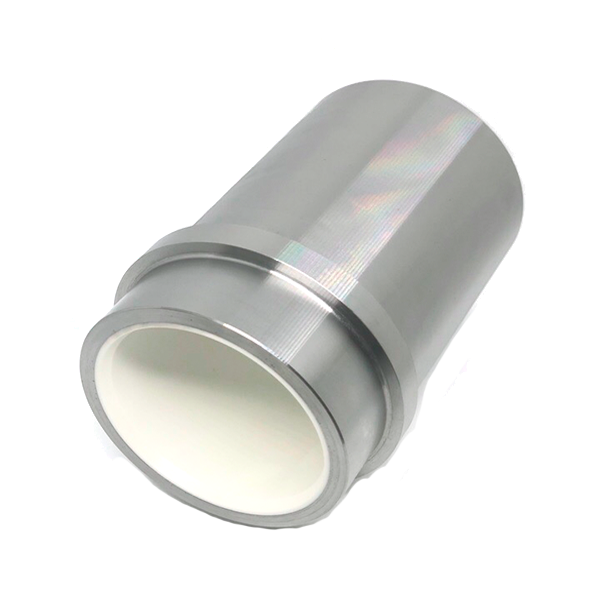 Особенности:
Особенности:
• не подвержена коррозии
• более гладкая поверхность, что значительно снижает трение и нагрев
• высокая плотность и износоустойчивость внутренней поверхности втулки;
• твердость рабочей зоны 92...94 HRC.
Преимущества:
• За счет набора высоких технических характеристик время наработки 2000 – 3000 часов
• Увеличение межремонтного периода за счет надежности и качества изделий
• Увеличивает срок службы поршней до 2х раз, за счет меньшего сопротивления поверхности• Керамические цилиндры снижают стоимость бурения и трудоемкости